Interested in laser welding? Read this post to quickly gain a general view of its principles and types. Best laser welders for beginners will also be introduced.
Table of Contents
What is laser welding?
Laser welding is a process that uses the high-intensity laser beam to join metals or thermoplastics together. The laser weld is formed as the intense laser light rapidly heats the material – typically calculated in milliseconds.
Laser welding allows precise welding in small and hard-to-reach areas and is a promising joining technology with high quality, high precision, high speed, good flexibility, and low distortion.
How does laser welding work?
Laser welding can be achieved by continuous or pulsed laser beams.
The principle of laser welding can be divided into heat conduction welding and deep penetration laser welding (or keyhole welding). Laser welding can be combined with conventional welding processes, and be used for soldering.
When the power density is less than 104 ~ 105 W / cm2, it is heat conduction welding. At this time, the welding depth is shallow. It can easily join thin parts and visible edges. Its depth normally is below 2.5mm and max. depth-to-width (D/W) ratio is 3:1.
When the power density is more than 105 ~ 107 W / cm2, the metal surface is recessed into “hole” when heating, forming deep penetration welding. Deep penetration welding features fast welding speed and large depth-to-width (D/W) ratio. The depth-to-width ratio of the weld can be up to 12: 1, and the current maximum welding depth can reach 51mm.
Heat conduction laser welding
In heat conduction laser welding, the laser beam melts the mating parts along a common joint. The molten materials flow and solidify to form the weld.
During this process, the laser energy is shifted into the workpieces solely through heat conduction. The heat conductivity of the workpiece limits the maximum weld depth. Thus the width of the weld is always greater than its depth.
Typically this can be used for applications that require an aesthetic weld or when particulates are a concern, such as certain battery sealing applications.
Deep penetration laser welding
When the power density is great enough, the heat is not able to dissipate quickly enough. The workpiece goes beyond just melting. It vaporizes.
The vaporizing metal or plasma expands and creates a keyhole or tunnel from the surface down to the depths of the weld.
As the laser beam is moved across the surface of the workpiece, the keyhole follows and creates a deep and narrow weld.
Laser welding with other weld processes
Laser welding is often used in conjunction with arc welding to create Hybrid Laser Arc Welding.
In hybrid laser arc welding, any one of the arc welding processes like MIG, TIG or SAW is used with deep penetration laser welding.
The resultant weld will have deep penetrating joints, thanks to the laser weld and will also have improved tolerance to joint fit-up. Other undesirable effects like cracking and internal porosity are also reduced.
Weld joint configurations
Welding joint is an arrangement or configuration of the two pieces of metal (or more) that will be welded together.
The joint configuration is an important factor in determining whether a welded joint can withstand the load imposed on it
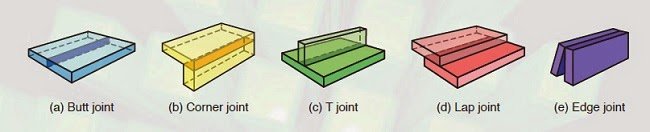
There are 5 basic joints that are most commonly known and applied according to the American Welding Society (AWS) and many other standards.
They are butt welding joint, tee welding joint, lap welding joint, corner welding joint and edge welding joint.
Types of welding lasers
Lasers suitable for welding include pulsed neodymium-doped yttrium aluminum garnet (Nd: YAG), fiber, and diode. Each offers unique features that align with specific applications.
Nd: YAG Laser
Nd: YAG Pulsed Lasers create discrete pulses of controllable energy which can be shaped to create the ideal weld. This type of Laser is suitable for producing large spot welds, as well as deep spot and seam welds.
Fiber Laser
Fiber Lasers can be used for lots of applications from welding very small parts together commonly used by manufacturing businesses in the engineering, medical and electronics industries, through to welding thicker materials in the automotive and aerospace industries. Fiber Lasers are a versatile, low-cost way of achieving high-quality spot welds.
Diode Laser
Diode Lasers are perfect for high-speed welding and deep penetration welding. They produce welds with very low heat input.
Best laser welder for beginners
The handheld fiber laser welder is perfect for beginners for the following reasons:
- The laser welder requires no design software. It is so easy to operate that one can handle it well within a few hours. The writer has witnessed a granny operating the machine easily. You only need to aim the area to weld and press the button, and then it starts welding.
- The handheld laser welder replaces the previously fixed light path with a hand-held type, which makes lase welding possible not only in long-distance outdoor operations but also possible for small and hard-to-reach points.
- It adopts high power laser source and creates firm and high-quality welds in a very short time.
- The machine is compact, no need installation, you plug the power, it works.
Watch the video below to see how to operate the handheld laser welding machine
Conclusion
If you are looking for a modern welding solution for your business, then look no further than Laser technology. Not only do Lasers create strong and reliable welds, but also help businesses to increase the efficiency of their manufacturing process, whilst keeping costs to a minimum.
The handheld laser welding machine is a good start to make a change.
Need welding services from China?
Why not leave it to the professionals at MORN LASER? You will be able to rest assured that the pros have handled your job.
Thank you for visiting “MORN LASER” post. Stay tuned for more from MORN LASER.




{kind=link}