In the last post, we have talked about the reason of and how to deal with the poor cutting quality of fiber laser cutting machine. Then in this article, we will continue this topic to further discuss how to adjust the cutting parameters when encountering poor cutting quality.
Here we mainly introduce the state and solutions encountered when cutting stainless steel and carbon steel with a fiber laser metal cutting machine.

For example, fiber laser cut stainless steel with slag has a variety of types. If there is slag only on the cutting corner, you can reduce the focus and increase the pressure.
If the overall stainless steel cutting surface has slag, it is necessary to reduce the focus, increase the air pressure, and increase the cutting tip. But if the focus is too low or the air pressure is too high, the cutting surface may have stratification and rough surface. If the granular soft residue is existing, the cutting speed or the cutting power can be appropriately increased.
Cutting stainless steel may also encounter the situation that the end of the cutting surface has slag. If so, you can check whether the gas supply is insufficient or whether the gas flow can keep up with the cutting process.
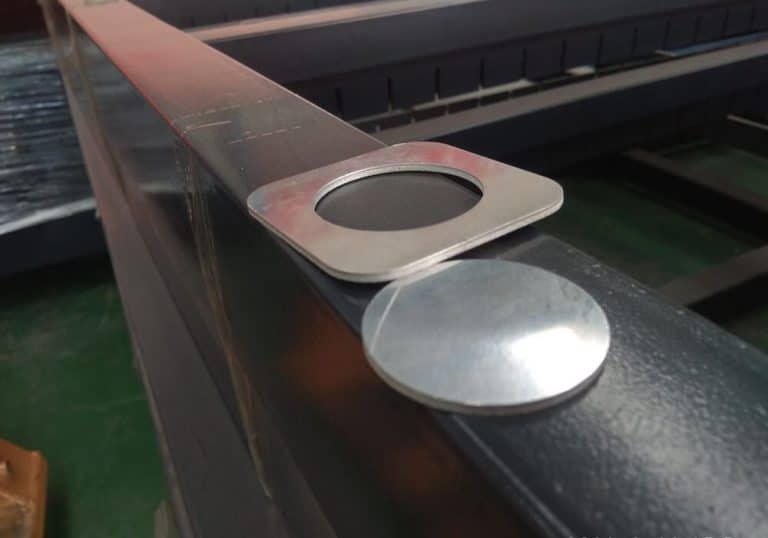
Cutting carbon steel by fiber laser metal cutter generally encounters problems such as dark section of the thin plate and rough section of the thick plate.
In general, a 1000W laser cutting machine can cut no more than 4mm carbon steel with bright cutting surface; 2000W fiber laser is suitable for cutting 6mm carbon steel, while 3000W is suitable for cutting 8mm carbon steel.

For users who want to cut the section with bright cutting surface, firstly the surface of the carbon steel plate should be rust-free, lacquer-free and non-oxidized; and secondly, the oxygen purity is higher than 99.5%. During cutting process, please note that double layer cutting nozzle of 1.0 or 1.2mm should be used, cutting speed needs to be more than 2m/min, and the cutting pressure should not be too high.
If you want the good cutting quality of the thick plate, you must first ensure the quality of the plate and the purity of gas. Secondly, the cutting nozzle should be carefully selected. The larger the aperture, the better the quality of the section, but the taper of the section will be larger. You will find the optimized parameter settings from several testings and daily practice by personally operating a fiber laser cutting machine for metals.
For more information, please leave your message below to get quick solutions.