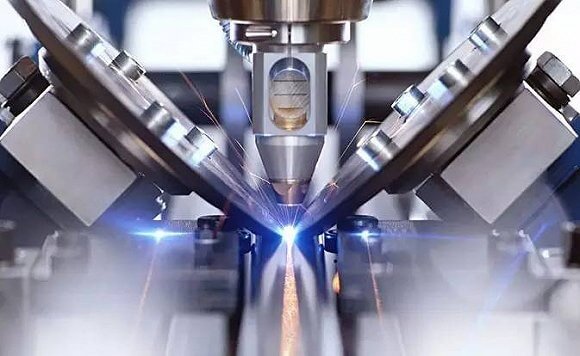
In the process of cutting sheet metal with a fiber laser machine, various problems are often encountered. In order to ensure the cutting quality, the fiber laser machines brand MORN LASER reminds you that the following are seven common problems and common solutions:

Table of Contents
1. Cutting perforation technology
Any kind of thermal cutting technology, except for a few cases, which can start from the edge of the board, generally a small hole must be drilled in the board. Previously, a punch was used to punch a hole on a laser punching compound machine, and then a laser was used to start cutting from the small hole. There are two basic methods of perforating for laser cutting machines without punching devices:
Blasting perforation-the material is irradiated by the continuous laser to form a pit in the center, and then the molten material is quickly removed by the oxygen stream coaxial with the laser beam to form a hole. Generally, the size of the hole is related to the thickness of the plate. The average diameter of the blasting hole is half of the plate thickness. Therefore, the blasting hole diameter of the thicker plate is larger and not round. It is not suitable for use on parts with higher processing accuracy. On the waste. In addition, since the oxygen pressure used for perforation is the same as that used for cutting, the difference is large.
Pulse perforation——Using high peak power pulse laser to melt or vaporize a small amount of material. Air or nitrogen is often used as auxiliary gas to reduce the expansion of holes due to exothermic oxidation. The gas pressure is lower than the oxygen pressure during cutting. Each pulse laser only produces small particle jets that gradually penetrate deeper, so it takes a few seconds to perforate thick plates. Once the perforation is completed, immediately change the auxiliary gas to oxygen for cutting. In this way, the perforation diameter is smaller, and the perforation quality is better than blast perforation. For this reason, the laser used should not only have a higher output power; more importantly, the time and space characteristics of the beam, so the general cross-flow CO2 laser cannot meet the requirements of laser cutting. In addition, pulse perforation also requires a more reliable gas path control system to realize the switching of gas types, gas pressure, and perforation time control.
In the case of pulse perforation, in order to obtain a high-quality cut, the transition technology from pulse perforation when the workpiece is stationary to the continuous cutting of the workpiece at constant velocity should be paid attention to. In theory, it is usually possible to change the cutting conditions of the acceleration section, such as focal length, nozzle position, gas pressure, etc., but in fact, it is unlikely that the above conditions will be changed due to too short time. In industrial production, the main method of changing the average power of the laser is more realistic. The specific method is to change the pulse width; change the pulse frequency; and change the pulse width and frequency at the same time. The actual results show that the third effect is the best.
2. Analysis of deformation of small holes (small diameter and plate thickness)
This is because the machine tool (only for high-power laser cutting machines) does not use blasting perforation when processing small holes, but uses pulse perforation (soft puncture), which makes the laser energy too concentrated in a small area. The non-processing area is also scorched, causing hole deformation and affecting processing quality. At this time, we should change the pulse perforation (soft puncture) method to the blast perforation (ordinary puncture) method in the processing program to solve it. The opposite is true for laser cutting machines with lower power. Pulse perforation should be used to obtain better surface finish when processing small holes.
3. The solution to the burrs on the workpiece when laser cutting mild steel
According to the working and design principles of the laser cutting machine, the analysis shows that the following reasons are the main reasons for the burrs of the processed parts: the upper and lower positions of the laser focus are not correct, and the focus position test needs to be performed, and the focus is adjusted according to the offset of the focus; The output power of the laser is not enough. It is necessary to check whether the laser generator is working normally. If it is normal, observe whether the output value of the laser control button is correct and adjust it; the cutting line speed is too slow, and the line speed needs to be increased during operation control; The purity of the cutting gas is not enough, it is necessary to provide high-quality cutting working gas; the laser focus shift, the focus position test needs to be done, and the adjustment is made according to the focus shift; the instability of the machine running time is too long, and the machine needs to be shut down at this time Restart.
4. When laser cutting sheet metal processing stainless steel and aluminum-zinc plate, the workpiece has an analysis of burrs.
For the above situations, first, consider the factors of burrs when cutting low-carbon steel, but you cannot simply speed up the cutting speed, because increasing the speed will sometimes cause the sheet to be cut without penetration, which is particularly prominent when processing aluminum-zinc sheets. At this time, other factors of the machine tool should be considered comprehensively to solve them, such as whether the nozzle should be replaced, and the guide rail movement is unstable.
5. Analysis of the state that the laser is not completely cut through
After analysis, it can be found that the following situations are the main reasons for processing instability: the choice of laser head nozzle does not match the processing thickness; the laser cutting line speed is too fast, and operation control is required to reduce the line speed; in addition, special Note that the laser lens with 7.5″ focal length needs to be replaced when the laser cutting machine cuts carbon steel plates above 5mm.
6. Solutions to abnormal sparks when cutting mild steel
This situation will affect the processing quality of the cut section finish of the part. At this time, when other parameters are normal, the following conditions should be considered: the loss of the laser head nozzle, the nozzle should be replaced in time. In the case of no replacement of a new nozzle, the cutting working gas pressure should be increased; the thread at the connection between the nozzle and the laser head is loose. At this time, the cutting should be suspended immediately, check the connection status of the laser head, and re-install the thread.
7. Selection of puncture points during laser cutting sheet metal processing.
The working principle of the laser beam during laser cutting is: during the processing, the material is irradiated by continuous laser to form a pit in the center, and then the molten material is quickly removed by the working airflow coaxial with the laser beam to form a hole. This hole is similar to the threaded hole for wire cutting. The laser beam uses this hole as the starting point for processing to perform contour cutting. Normally, the flying direction of the laser beam is perpendicular to the tangent direction of the cut contour of the processed part.
Therefore, when the laser beam starts to penetrate the steel plate and enters the contour cutting of the part, the cutting speed will have a big change in the vector direction, that is, the 90° rotation of the vector direction is determined by the tangent line perpendicular to the cutting contour. The direction turns to coincide with the tangent of the cutting contour, that is, the angle with the tangent of the contour is 0°. In this way, a rougher cutting surface will flow down the cut section of the processed material. This is mainly due to the rapid change of the vector direction of the laser beam during the movement in a short time. Therefore, we must pay attention to this aspect when using laser cutting to process parts. Generally, when the design part does not have roughness requirements for the surface cutting fracture, you can not do manual processing during laser cutting programming, and let the control software automatically generate the puncture point; however, when the design has a higher roughness for the cut section of the part to be processed When required, we must pay attention to this problem. It is usually necessary to manually adjust the starting position of the laser beam when programming the laser cutting program, that is, manually control the puncture point. It is necessary to move the puncture point originally produced by the laser program to the required reasonable position to meet the requirements for the surface accuracy of the processed parts.



{kind=link}